RocTool launches an innovative composites process: Light Induction Tooling
Lionel Schaal
Composites Program Manager, RocTool

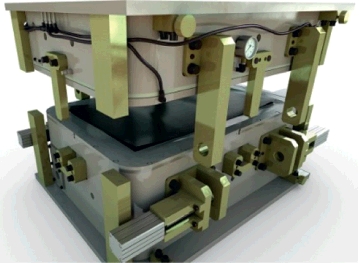
Figure 1
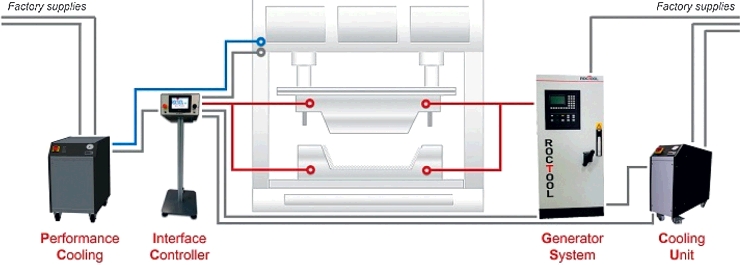
Figure 3
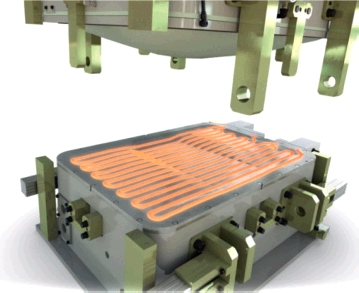
Figure 2
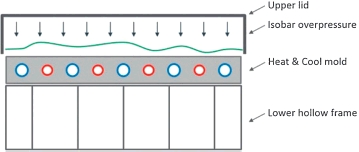
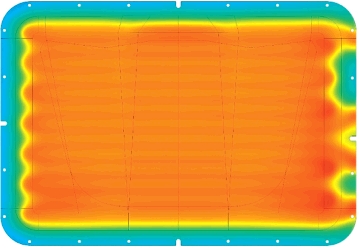
Figure 4
The LITTM (Light Induction Tooling) combines RocTool induction heating with a specific tooling technology, in order to achieve exceptional part’s quality through a precise control over the composites process parameters. Proposed as a complete manufacturing solution, it is already available for production parts in different configurations for the aeronautical and automotive industries.
RocTool’s engineering team took advantage of its know-how in transforming composites through a wide range of processes to develop the now production available LIT process. In order to adapt to all composites materials, this versatile process can be declined into different versions depending on the customer’s requirements. Defining factors include the part’s size, the complexity of its geometry, and the common process parameters for the selected material; with these elements RocTool processing experts can provide a thorough technical evaluation.
Industrial integration for short cycle times
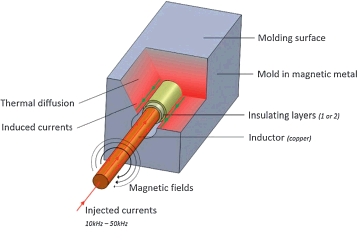
The patented LIT technology resides in the specific tooling configuration which enables conformal induction heating [refer to the ‘‘induction technology’’ box section] and efficient cooling. It is delivered by RocTool as a complete manufacturing process, and can be combined with an easy clamping system, with which no compression press machine is further needed. The LIT technology does not require any compression press machines or special large forming press that only few manufacturers can afford globally (Fig. 1).
The innovation RocTool provides with this process isn’t restrained to the ability to deliver a complete manufacturing solution without the need for a high tonnage press, but also resides in the fact that its versatility can accommodate different process requirements. Its base concept has been presented as a demo at the JEC World 2016 with a nickel tool shell and a long lasting flexible membrane [refer to the ‘‘LIT molding concept’’ box section].
Two LIT shells can also be provided as a Heat&Cool solution, on each side of the manufactured part and with high surface qualities on both A and B faces. Along with this option, the metal used for the LIT tool can vary depending on the customers’ constraints and requirements:
› Nickel: low hardness (25 HRC) and limited to 2208C, well
suited for TPO skin in a vacuum forming process.
› Nickel/Cobalt: up to 40 HRC, limited to 2508C and therefore
suited for thermoset resin systems and few thermoplastics such
as PP.
› Steel alloys: with a range of HRC from 35 to 50 depending on
the grade used, and enabling temperatures up to 4008C,
therefore adapted to all composites with a thermoset or a
thermoplastic matrix.
› Invar: with variable Rockwell hardness and temperature
limits, particularly suited to aeronautical parts thanks to their
low CTE. Specific alloys can also been thermos-regulated since
they lose their magnetic properties above defined temperatures
(referred to as the Curie point).
Those metals can all be used to produce a shell, which by definition would be thinner than a regular tool, with the capability to Heat&Cool in very short cycle times.
Towards large parts manufacturing
Since the LIT shell is thinner than a regular tool, it also consumes much less energy and power for a given parts size and geometry. This leads to its ability to Heat&Cool very large tools, with a limit currently above the 10 m2 mark. In such configurations, RocTool suggests to equip the tool with similar elements (inductors, thermocouples, etc.) in different zones, in order to control them independently (Fig. 2).
The systems provided by RocTool also tend to suit large tools, with three recent industrial innovations:
› Double Zone generators: historically the generators were provided as independent units, the market required a single unit to fit two generators, for an independent control over two zones in the tool with the same global power input. The DZ100 (200 kW) and the DZ150 (300 kW) are now commercially available.
› Multiple zones controller: a standard interface controller RT-21 was limited to 2 generators, while the new RT-24 can control up to 12 generators and therefore independent zones inside the tool.
› Performance Cooling: the induction technology is also coupled with specific cycling units enabling water cooling through conformal cavities in the tool. This equipment allows for an air purge during the heating and dwelling/curing phases, enabling a quicker cycle and higher temperature homogeneity.
Along with the thermocouples embedded in each of the different zones of the tool, the previous systems enable a very accurate heat ramp and high temperature homogeneity throughout the process (Fig. 3).
This configuration is therefore well adapted to large tools, particularly to increase tooling lifetime and obtain enhanced thermomechanical stability. The latter can be predicted by Roc-Tool experts and further measured for validation.
Low energy consumption on any composites
The Light Tool configuration with conformal induction heating and efficient cooling is proven to provide very short cycle times and to increase the part’s conformity, since its concept is based on allowing mass heating through the tool.
This new RocTool process allows the end user to obtain massive energy savings compared to conventional manufacturing processes. It places itself as an Out Of Autoclave (OOA) process, and directly competes against a regular compression process.
The large energy savings can be estimated based on the parameters of the current or expected process, the size and complexity of the manufactured part, and the range of temperature to be provided to the tool.
With the different configurations offered, a wide range of composite materials can be transformed using the LIT technology. A particular care is given to the accurate control over the heat ramps, from very fast heating to defined heat rates for aeronautical certified resin systems which require an overall longer cycle (Fig. 4).
For thermoplastic matrix composites, a high temperature capability and a precise temperature distribution allow for very short cycle times, only limited to the material itself and its capacity to absorb the heat energy, during a dwell time which varies largely based on the material thermal properties.
For thermoset resin systems highly controlled ramps are generally preferred, sometimes with the possibility to add a holding stage at a lower temperature in a first stage to enable a full wet-out at lower viscosity before initiating the reticulation process at higher temperature. The time and rate at which the isobar pressure distribution is applied can be controlled in parallel, to obtain optimal part’s performances.